Address
304 North Cardinal St.
Dorchester Center, MA 02124
Work Hours
Monday to Friday: 7AM - 7PM
Weekend: 10AM - 5PM
Address
304 North Cardinal St.
Dorchester Center, MA 02124
Work Hours
Monday to Friday: 7AM - 7PM
Weekend: 10AM - 5PM


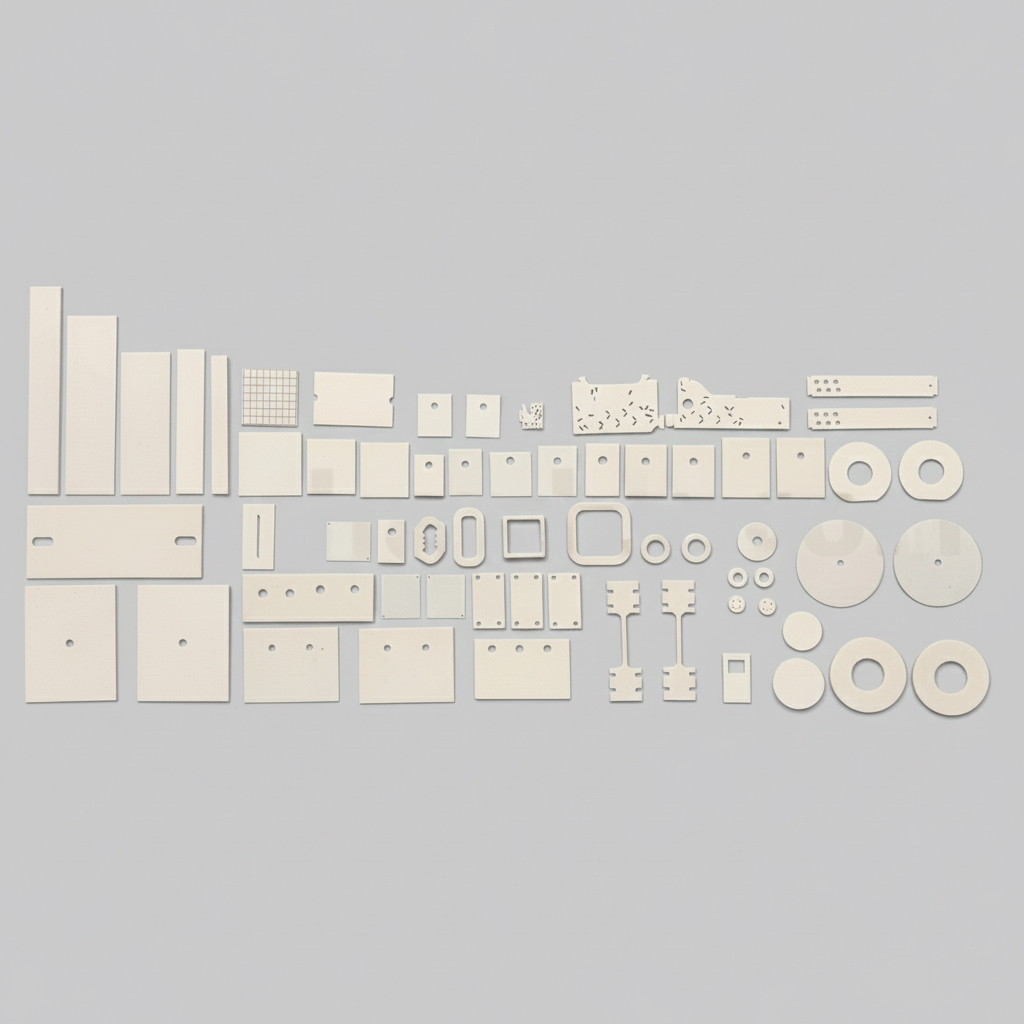
Alumina Components
Alumina Ceramic Products are highly valued for their outstanding physical properties and chemical stability, making them widely used across medical, chemical, and electronic industries. Key features include high strength, excellent wear resistance, and superior biocompatibility. In the medical field, alumina ceramics are commonly used in the production of artificial joints, providing reliable support and smooth movement thanks to their biocompatibility and high strength. In the chemical industry, they are used to manufacture components for chemical equipment, benefiting from their corrosion resistance and chemical stability. In the electronics field, alumina ceramics are applied in the fabrication of electronic devices due to their excellent insulating properties and high-temperature stability.




Alumina (Al₂O₃) is one of the most widely used inorganic compounds, appearing as a white powder or crystalline material. Renowned for its high melting point (~2050 °C), outstanding hardness, excellent wear resistance, and superior corrosion resistance, alumina is a highly versatile functional material. It finds extensive applications across industrial, electronic, ceramic, and refractory sectors, where durability and stability under extreme conditions are essential.
Beryltech provides a comprehensive portfolio of advanced alumina ceramics designed for specialized research and industrial applications. Our offerings include precision-engineered crucibles, rods, tubes, spheres, beads, sheets, and fasteners, all manufactured to meet strict quality and performance standards. These materials deliver reliable mechanical strength, chemical stability, and thermal endurance, making them ideal for demanding environments in electronics, high-temperature processing, chemical industries, and other technical applications.